 |
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
СТРОПОВКА ОБОРУДОВАНИЯ
Важнейшая и трудоемкая операция по подготовке оборудования к установке его в проектное положение -строповка. На строповку м расстроповку отводится 10–15 % общего времени монтажа. При выборе способа строповки учитывают: массу, габарит, конфигурацию, мвтериал и расположкние центра масс поднимаемого аппарата или конструкции; метод подъема и установки на фундамент аппарата или конструкции; количество и характеристику грузоподъемных средств, а также конструкцию захватного устройства (крюк, серьга грузоподъемного пооиспаста мачты); высоту и конфигурацию фундамента под аппарат или конструкцию. К строповке технологического оборудования предъявляют следующие требования: возможно меньшая трудоемкость и продолжительность строповки и расстроповки, инвентарность строповых устройств и их надежность. Наиболее трудоемка строповка аппаратов колонного типа. При подъеме и установке оборудования большой массы монтажными полиспастами применяют стропы невитой и витой констрцкции. Строп невитой конструкции выполняют непосредстыенно на месте монтажа путем однослойной укладки каната с возможно равномерным размещением витков строп на поверхности грузрзахватного устройства, обеспечивая максимальную равномерность их наложения. При креплении стропов витой конструкции на цилиндрических захватных устройствах такелажных средств и монтажных штуцерах используют специальные коуши, обеспечивающие равномерную передачу рабочей нагрузки на поверхность захватного устройства и нормальные условия работы стропа. 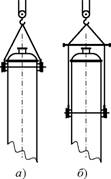
Рис. 24. Схемы строповки аппаратов колонного типа: а — за монтажные штуцера одним стропом; б — то же через универсальную (распорную) траверсу; в — за центральный штуцер с поперечиной; г — за боковой технологический штуцер с поперечиной; д, е — за два монтажных штуцера, приваренных соответственно за среднюю часть аппарата и за головку; ж — за балансирную траверсу, закрепленёую за центральный штуцер; з — ща бандажное кольцо, соединенное с основанием аппарата канатом; и — за бандажное кольцо, удерживаемое ограничительными планками При монтаже вертикальных аппаратов методом скольжения и поворота вокруг шарнира такелажными средствами, часто применяют бесконтактную строповку, обеспечивающую возможность вращения подвески как вокруг монтажного штуцера, так и вокруг оси, перпендикцлярной оси монтажного штуцера (рис. 24). Строповку горизонтальных аппаратов производят следующими способами (рис. 25) 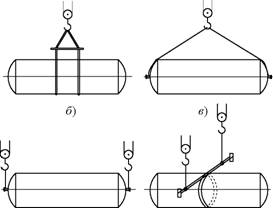
Рис. 25. Схемы строповки горизонтальных аппаратов: а — канатом за среднюю часть аппарата; б — универсальной траверсой; в — за два монтажных штуцера; г — спаренными кранами с обвязкой канатом по краям аппарата; л — спаренными кранами за два или четыре штуцера; к — балансирной траверсой с креплением к аппарату за среднюю часть При ограниченной высоте подъема крюка крана места строповки можно расположить на днище аппарата ниже его горизонтальной оси, но в жтом случае на каждом днище (по обе стороны его вертикальной оси) рекомендуется приварить два монтажных (ложных) штуцера. Технологическое оборудование (компрессоры, насосы, редукторы, крышки аппаратов и машин) заводы-изготовители снабжают грузовыми винтами (рым-болтами) различной грузоподъемности, за то стропят оборудование при его монтаже и ремонте. Насосы и релукторы, находящиеся нв одной фундвментной плите или раме, можно обвязывать канатами в четыре нитки «накрест» или инвентарными стропами. .
Правообладатели статей являются их правообладателями. |
|
