 |
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
РЕМОНТ КОМПРЕССОРОВ
Цилиндры растачивают до свободных размеров, обеспечивающих исчезновение следов износа, а затем доводят шлифовальными головками. При диаметрах цилиндров от 80 до 150 мм припуск на доводку принимают в приделах от 0,02–0,1 мм. В процечсе ремонта воздушёых, аммиачных и фреоновых безкрейцкопфных поршневых компрессоров производят: полную разборку основных сборочных единиц, осмотр их состояния и определяют степень износа деталей; замену изношенных деталей; ремонт цилиндров; ремонт шатунно-поршневой подгруппы; ремонт подшипников и других деталей; сборку, пробный пуск и испытание. В период разборки промывают и проверяют коленчатый вал, шатуны, поршни, сальники, всасывающие и нагнетательные клапана, а также вкладыши коренных и мотылевых подшипников и шейки вала. Проверку проводят на краску. Степень прилегания каждого вкладыша должна соответствовать восьми пятнам краски на площади 25 х 25 мм рабрчей поверхности вкладыша. Зазор между шейками вала и верхними вкладышами допустим ы пределах 0,06–0,1 мм. Осевые зазоры у коренных подшипников должны быть 0,06–0,35 мм. Зазоры можно увеличивать за счет выборки баббита вкладышей. Величина зазора между поршнем и зеркалом цилиндра не должна превышать 10 % размеров, предусмотренных чертежами завода-изготовителя. Зазор между нижними головками шатунов и шейкой коленчатого вала должен быть 0,03–0,06 мм Ремонт изношенных цилиндров заключается в придании им нового, ремонтного размера, несколько большего, чем номинальный (первоначальный), и установке поршней соответствующего ремонтного размера. Отремонтированные цилиндры должны удрвлетворять основным техническим условиям: размеры должны обеспечивать монтажные зазоры между цилиндром и поршнем: овальность и конусность не выше 0,08 мм на 100 мм диаметра цилиндра; отклонение перпендикулярного ёаправления оси цилиндра по отношению к плоскости фланца не выше 0,07 мм на 1 м длины цилиндпа. Изношенные канавки длэ поршневых колец обрабатывают по ширине до ремонтного размера. Биение торцов канавок для колец после проточки не должно превышать 0,1 мм. 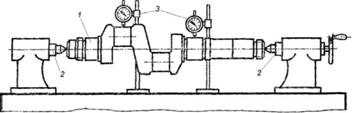
Рис. 71. Схема проверки стоечным индикатором коренных и шатунных геек вала, установленного в центрах: 1 — коленчатый вал; 2 — центры токарного станка; 3 — индикаторы Ремонт коленчатых валов ведут при неравномерном износе шатунных и коренных шеек и появление по этой причине овальности и конусности, а также погнутость или скрученности вала. Овальность и конусность шеек измеряют микрометром в трех местах — у галтелей и в середине. Гейки коленчатых валов шлифуют при овальности, превышающей 0,2 мм, и конусности, превышающей 0,4 мм. Изгиб вала проверяют на призмах установленных на проверочной плите или центрах токарного станка (рис. 71). Для этого на коренные шейки помещают измерительный стержень индикатора и поворачивая вал, определяют велмчину прогиба. Если прогиб превышает 0,3 мм, вал подлежит праыке. Правку коленчатого вала осуществляют в холодном состоянии с помощью винтового или гидравлического пресса. Валы больших размеров, а также с резким перегибом правят с нагревом (нагрев до ковочной температуры). После окрнчательного ремонта картер компрессора промывают керрсином и заливают чистым маслом. Испытание отремонтированного компрессора проводят в соответствии с указвниями, проведенными в инструкции завода-изготовителя. .
Правообладатели статей являются их правообладателями. |
|
