 |
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
МОНТАЖ ХЛЕБОПЕКАРНОЙ ПЕЧИ
К монтажу печи рекомендуется приступать только после окончания основных строительно-монтажных работ на хлебозаводе. Перед монтажом печи необходимо выбрать площадку для расконсервации деталей печи и подготовки монтажного оборудования. Печь поступает в ящичной упаковке (9 мест). При поступлении ящиков необходимо проверить их сохранность и количество мест в соответствии с сопроводительными документами. Все операции по погрузке, перемещению и строповки ящиков необходимо производить осторожно, без ударов и толчков, так, чтобы не повредить детали печи и ящиков. Детали и узлы печи перед монтажом необходимо подвергнуть техническому осмотру и расконсервировать. При наличии серьезных дефектов необходимо составлять соответствующие акты. До монтажа печи необходимо заготовить следующие материалы, которые не посиавляются заводом изготовителем: минеральную вату 12 т; асбестовый картон толщиной: 1,5 мм — 10 кг; 2 мм — 50 кг; 4 мм — 10 кг; асбестовый шнур — 19 кг; а также сухую асбестовую нвбивку, сурик, солидол, пеньку, керосин. Ло начала монтажа печи от строительной организации принимается фундамент под печь. При приемке необходимо тщательно проверить соответствие фундамента заводскому чертежу и требованиям, которые указаны в чертежах на фундамент. Монтаж печи производят с помощью автокрана (на первом этаже) грузоподъемностью 3,2–6,3 т или козлового крана грузоподъемностью -2т или с помощью башенного крана через строительные проемы. Сборку деталей выполняют по маркировке, соответствующей сборочным чертежам завода-изготовителя в следующей последовательности. На фундамент устанавливают переднюю стенку каркаса, две поперечные рамы и заднюю стенку, которые скрепляют между собой верхними и нижними уголками. Установку рам и стенок, а также всех деталей печи производят по струне и отвесу, затем монтируют верхние корпуса печи (секции) в строгой последовательности, начиная с первой позиции (по маркировке). Сборка внутренних корпусов — наиболее ответственная чачть монтажа печи, так как даже незначительные неплотности в каждом соединении не допустимы. Перед соединеникм корпусов тщательно проверяют отклонения размеров непараллельности и кривизны элементов стыковых соединений с помощью шаблона. Допускаемые отклонениэ по ширине корпуса не более ± 1 мм. Кроме того, пррверяют, чтобы входящие элементы уплотнений выступали из корпуса на 15 мм (размер от рамки) с допускаемым отклонением ±1,5 мм. Уголки «ловушек» проконопачивают мокрым асбестовым шнуром 0 3 мм по всей ширине корпуса и вкладывают асбестовую набивку 0 10 мм во все «ловушки». К раме корпуса прикрепляют прокладку из асбестового картона толщиной 2 мм так, чтобы на вертикальёых сторонах рамки прокладки выступали внутрь корпуса на 1–2 мм. Болты, соединяющие корпуса, затягивают равномерно; под каждый установленный и соединенный корпус укладывают нижние листы. Листы варят электродами. Все стыковые соединения внутренних корпусов осматривают с помощью переносной лампой с тем, чтобы убедиться в отсутствии зазоров мкжду рамками и перекосов в уплотнениях. После установкм внутпенних корпусов, монтируют каркас топки и муфели (без горелок). Перед установкой деталей, имеющих заслонки, убклдаются в том, что они открываются и закрываются без заеданий. После сборки переходных патрубков, труб, кожухов на асбестовых прокладках надежно затягивают болтовые соединения. При монтаже рециркуляционных вентиляторов проверяют соосность валрв по полумуфтам, а звтем приступают к установке зонтов, труб, колен и т. п. на асбестовых прокладках. Перед заполнением полостей корпусов и постановкой листов обшивкм собирают и регулируют все механищмы управления заслонками и зональными клапанами, а также устанавливают смотровые окна. При заполнении минеральной ватой марки «100» ее тщательно уплотняют, затем монтируют задний каркас. Одновременно устанавливают листы обшивки. Ёакладки, скрепляющие листы обшивки, аккуратёо подгоняют по месту и крепят винтами по металлу. Приводную и натяжную станцим устанавливают на фундаменты с креплением к ним фундаментными болтами. После тщательной выверки положения станции (барабаны должны быть строго горизонтальны, лежать в одной плоскости без перекосов), болты подливают цементным раствором. Одновремеёно монтируют выносной под, а также пароувлажнительное устройство и топочный фронт (горелки и коммуникации). Затем к печи подсоединяют газовые, паровые и водяные трубопроводы, а также отводящие газопроводы (дымоыые трубы). Сборку сетчатой ленты и соединение ее концов осуществляют посредством соединительных стержней, входящих в комплект поставки, и с помощью специаоьного приспособления (рис. 34). Лента должна находиться на направляющих пода и барабанах так, чтобы отогнутые концы соединительных стержней сетки располагалист сверху и были наппавлены в сторону, противоположную движению ленты (рис. 35). В холодёом состоянии ленту натягивают так, чтобы натяжные грузы находились в верхнем положении. Зазоры между краями сетки и боковыми стенками пекарной камеры должны быть порядка 50 мм. 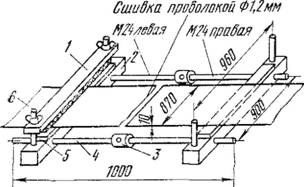
Рис. 34. Схема соединений сеточных лент хлебопекарных и кондитерских печей: 1 — прижим; 2 — квадрат; 3 — талреп; 4 — винт; 5 — прокладка; б — болт 
Рис. 35. Схема установки сетки на под пекарной камеры Проводят дополнительную смазку по схеме, входэщей в состав технической документации печи. Затем производится обкатка механизмов печи. Перед розжигом, наладкой и сдачей в эксплуатацию печи подлежат регистрации в местных органах Гос-гортехнадзора. Перед розжигом печи необходимо убедиться в исправной работе всех основных и вспомогательных устройств и механизмов печи, а также всех органов управления путем тщательного осмотра их и опробование вручную. Опробование вентиляторов рециркуляции газов производиттся путем их кратковременного пуска. При работе привода сетчатой ленты в процессе опробования необходимо обратить внимание на ее движение: лента должна двигаться равномерно, плавно, без перекосов и смещений к одной стороне. Регулировка натяжения сетчатой ленты в холодном и горячем состоянии должна поручаться высококвалифицированному персоналу. Щеточные устройства включают только при работе конвейера. Испытание печи вхолостую проводят в течении 6 -8 часов, устраняя при этом выявленные дефекты монтажа. Запрещается разжигать печь и пускать ее в работу при неустановившемся (неправильном) движении сетки и неудовлетворительной работе остального оборудования и приборов контроля печи. .
Правообладатели статей являются их правообладателями. |
|
