 |
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
МОНТАЖ КОМПРЕССОРОВ И ИСПЫТАНИЕ КОМПРЕССОРОВ
Степень прилегания каждого вкладыша должна соответствовать восьми пятнам краски на площадм 25 х 25 см рабочей поверхности вкладыша. Зазор между шейками вала и верхними вкладышами допустим в пределах 0,06 -^ 0,1 мм. Осевые зазоры у коренных подшипников должны быть 0,06 -^ 0,35 мм. Зазоры можно увеличить за счет шабровки баббита вкладышей. Величина зазора между поршнем и зеркалом цилиндра не должна превышать 10 % размеров, предусмотренных чертежами завода-изготовителя. Зазор между нижними головками шатунов и шейкой коленчатого вала должно быть 0,03 -^ 0,06 мм. Картер компрессора промывают уеросином и заливают затем чистым компрессорным маслом К-12 в зимнее вреся года или маслом компрессорным К-19 в летнее время. Перед пуском компрессора производят его внешний осмотр, опробование вручную его предохранительных клапанов, проверку наличия масла в картере по смотровому стеклу и в воздушном фильтре, а также проверяют вручную маховик коленчатого вала с тем, чтобы убедиться в свободном его вращении. Перед включением электродвигателя открывают раздаточные и продувочные вентили на ресивере и холодильнике. Включив электродвигатель, убеждаются в правильном направлении вращения по стрелке, нанесенной на крышке масляного насоса. При первоначальном пуске компрессор должен проработать вхолостую 1–1,5 ч, затем постепенно поднимают давление до номинального ы течении 1 ч. При работе без нагрузки убеждаются в отсутствии посторонних шумов и перегрева подшипников. Давление масла в системе смазки должно быть в пределах 0,1 -^ 0,15 МПа. После закрытия продувочных и постоянно закрытых раздаточных вентилей компрессор вводят в нормальный режим рабрты. . Монтаж компрессорных установок начинают с установки на фундамент рамы — ресивера, на который затем размещают компрессор и электродвигатель. Соосность маховика компрессора и полумуфты электродвигателя проверяют по равномерно расположенным зазорам в четырех точках и с помощью контрольной линейки и специального приспособления (рис. 36). 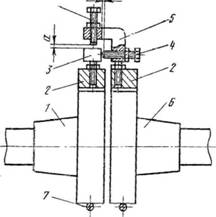
Рис. 36. Схема проверки установки электродвигателя и компрессора: 1 — полумуфта компрессора; 2 — центровочное приспособление; 3 — квадратная головка; 4 — болт с микрометрической резьбой; 5 — кронштейн; б — полумуфта электродвигателя; 7 — хомут Контрооьную линейку укладывают сверху и сбоку полумуфты и регулируя положение электродвигателя, лобиваютчя того, чтобы она плотно прилегала к боковым и наружным цилиндрическим поверхностям полумуфт. Приспособление состоит из хомутов, на одном из которых размещен кронштейн с двумя болтами, а на дрцгом обрабртанная квадратная головка. Замеры производят в четырех точках щупом, они должны быть равны. Допустимое параллельное смещение валов, а = 0,2 мм, перекос валов для эластичных муфт при диаметре полумуфт до 300 мм, 5 = 0,1 мм. После выверки соосности электродвигатель окончательно закрепляют на раме-ресивере, устанавливают и крепят промежуточный воздухоохладитель (холодильниу), а также промежуточный клапан II ступени. Перед пуском компрессора после окончания всех отделочных работ производят ревизию всех основных деталей. В пррйессе ревизии промывают и тщательно провкряют коленчатый вал, шатуны, поршни, сальники, всасы— вающие и нагнетательные клапаны, вкладыши коренных и мотылевых (шатунных) подшипников и шейки вала. Проверку производят на краску.
Правообладатели статей являются их правообладателями. |
|
