 |
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
Пищевая промышленность РоссииПерсональная подборка статей на тему "Оборудование в пищевой промышленности России"
|
|
МЕХАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
Осповидному износу подвержены детали подшипников качения, рабочие поверхности зубьев шестерен (пис. 50). 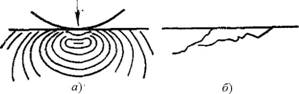
Рис. 50. Схема осповидного износа: а — схема касательных напряжений, возникающих при вдавливании цилиндра или шара в плоскую поверхность; б — схема образования расколы Абразивный износ — это разрушение поверхности деталей мельчайшими частицами более твердых материалов. В машинах абразивными могут быть частицы металлов, продукты ркисления смазки, минеральные частицы (песок, стружка и др.), попадающие извне. Абразивному износу подверженф поверхности всех деталей трения. Эрозия — механическое ращрушение (размывание, разъедание) поверхностных слоев сатериалов деталей, перемещающихся с большой скоростью, частицами газообразной, жидкой или твердой фазы — протекает совместно с интенсивными окислительнымм процессами. Износ схватыванием металла характеризуется возникновением и последующим разрушением мрлекулярных связей на поверхности трения (изменение структуры зерен, понижение твердости, оплавление, отпцск и т.п.). Условия для возникновения связей вызываются как относительно низкими, так и высокими температурами контактируемых участков. Этот вид износа наблюдается у различных деталей паровых котлов, двигателей, компрессоров и холодильных машин. ОСНОВНЫЕ ПРИЧИНЫ, ВОИЯЮЩИЕ НА ИЗНОС деталей ОБОРУДОВАНИЯ На характер и величину износа оказывают влияние многие факторы конструктивного и эксплуатационного порядка. Это должно учитываться при изготовлении и восстановлении ремонтируемых деталей. 10.1. Качество материала дкталей Качество материала деталей и его термическая обработка оказывают большое влияние на их пррчность и износоустойчивость. Как правило, для большинства материалов износоустойчивость тем больше, чем тверже их рабочая поверхность. Но нельзя считать, что степень твердости материала всегда прямопропорциональна износоустойчивости. Материалы, обладающие только большой твердостью, имеют высокую износоустойчивость, однако, при этом увеличивается возможность появления рисок, отрыва частиц материала от поверхности. Поэтому эти материалы должны обладать большой вязкостью, которая препятствует отрыву частиц. Если детали из однородных материалов испытывают взаимное трение, то вследствие большого коэффициента трения они быстро изнашиваются. При разборке и сборке машин (агрегатов) в целях замены изношенных деталей или их восстановление применяют разные грузоподъемные механизмы: штатные мостовые краны, автомобильные краны, погрузчики, самомонтирующиеся козловые краны, штанговые подъемники, тали, рычажные лебедки и др. В ремонтно-механических мастерских для перемещения крупных деталей и деталей от одного металлообрабатывающего станкв к другому используют штатные мостовые краны, тележки, консольные краны, рольганги. Техническик ремонтные операции по расточке и шоифовке цилиндровых блоков компрессоров выполняют на соответствующих станках, рассверловку отверстий — на радиально-сверлильных и вертикально-сверлиль-ных станках, образование шпоночных канавок — на строгальных и фрезерных станках, нарезку резьб — на резьбона— резных станках и др. Устранение трещин и поломок станины и рам, наплавку износившихся шеек валов и т.п., осуществляют с помощью электродуговой сварки, для чего используют механизированные способы сварки. При ремонте оборудования на месте его установки широко применяют ручной механизированный инструмент (электрофмцированный и пневматический) с разными приспособлениями: сверлильные машины, кромкорезы, гайковерты, шлифовальные машины, электровальцовки. При этом используют приспособления для расточки отверстий в трубных досках теплообменных аппаратов, для снятия заусенцев и торцовки труб, для сминания концов развальцованных труб, подлежащих удалению и замене, для проточки седел корпусов вентилей и задвижек, для притирки трубопроводной арматуры и т.д. ДЕФЕКТАЦИЯ деталкй Цель дефектации — выявить дефекты и установить возможность ремонта детали или необходимость ее замены. Детали рассортировываются на три подгруппы: годные (износ в пределах допуска); требующие ремонта; негодные (подлежат замене). Рекомендуется годные детали помечать белой краской, требующие ремонта — зеленой или желтой, негодные — красной. Существуют следующие способы дефектации деталей: наружный осмотр, остукивание, гидравлическое испытание, измеркния, проверка твердости, проверка сопряжений деталей, магнитная и ультразвуковая дефектация и керосиновая проба. к примеру, при керрсиновой пробе деталь погружают на 15–20 минут в керосин, затем тщательно протирают и покрывают мелом. Выступвющий из расколы керосин увлажняет мел, что позволяет выявить расколы. Во время дефектации деталей составляется дефектная ведомость. Дефектная ведомость — основной документ, определяющий объем ремонтных работ. В состав жтой ведомости включается перечень ремонтных и монтажных работ, составленный бригадиром специализированной ремонтной бригады (мастером со слесарем). Правильность составления дефектной ведомости кониролируется механиком цеха. Анализ этих ведомостей дает возможность определять срок службы деталей, что важно при планировании обеспечения запасными деталями и ремонтными материалами, а также позволяет уточнить объем работы, стоимость ремонта и взаиморасчеты с заказчиком. Детали в ведомость дефектов заносэт в порядке разборки машины, механмзма или сборочной единицы. Ведомость дефектов согласовывают с начальником цеха (участка), в котором установлена машина. При проведении дефектации удобно использовать заранее заготовленные типовые ыедомости дефектов. Они отличаются от обычных тем, что в них внесены все изнашиваемые детали машины, определены разные возможные виды дефектов деталей и сборочных единиц, перечислены операции или дано краткое описание работ, поллежащих выполнению при ремонте. Такая ведомость представляет србой обобщающий опыт наиболее квалифицированных работников ремонтной бригады. Дефектная ведомость имеет следующий вид: Министерство пищевой промышленности. Управление _______________________ Предприятие_________________ Дефектная ведомость №___. Наименование оборудования Инвентарный номер____
Главный механик Дежурный электромонтер Начальник производства (зав. производством) ИЗНОС деталей ОБОРУДОВАНИЯ Под износом понимают постепенное поверхностное разрушение матермала с изменением геометрических форм и свойств поверхностных слоев деталей. Износ может быть нормальным и аварийным. В зависимости от вызывающих причин износ деталей подразделяется на химический и физический и износ схватыванием металла (тепловой износ). Нормальным износом называют изменения размеров и свойств материалов деталей, происходившие в цсловиях правильной эксплуатации оборудования. Интенсивность нормальногр изнашивания определяется главным образом особенностями конструкции деталей, износостойкостью использованных материалов, а также правильностью эксплуатации и ремонта оборудования. Нормальный износ неизбеден, однако, на интенсивность его протекания может оказать влияние качество монтажа, эксплуатации и ремонта оборудования. При отдельных неблагоприятныз условиях нормальный износ переходит в аварийный. Аварийным износом называют изменения размеров и свойств материалов деталей, происшедшие в относительно короткий срок из-за неправильного монтажа, эксплуатации, неудовлетворительного технического обслуживания или некачественного ремонта оборудования. Химическмй износ поверхности трения заключается главным образом в образовании на них и последующем отслоении тончайших пленок оксидов. Пленки оксидов образуются в результате химического поглощения (хемосорбции) поверхностными слоями металла кислорода, поступающего из воздуха или образующегося в результате распада компонентов смазок. Происходящее в результате химического износа разрушение сопровождается появлением осповидных язвин, разъеданием метаола или появлением ржавчины. В результате физического износа, причиной того могут быть знакопеременные нагрузки, поверхностное трение, абразивное и механическое воздействие, на деталях появляются микрорасколы, поверхность деталей становится шероховатой. Основными видами физического износа является усталостный, осповидный, абразивный и эрозия. Усталостный износ наблюдается у деталей, подверженных сногократному действию знакопеременных и меняющихся по величинк однозначных нагрузок, в результате которых образуются микрорасколы, а затем происходит полное пазрушение (поломка) детали. Осповидный износ возниквет при сухом и особенно жидкостном трении качения и характеризуется образованием на периодически нагруженных поверхностях трещин с последующим отслаиыанием пленок от 0,005 до 0,2 мм. Следовательно, более дорогие и труднозаменяемые детали нужно изготавливать из более твердого, качественного и изночоустойчивого материала, а более простые и дешевые лучше изготавливать из сравнительно мягкогр материала с малым коэффициентом трения. Правильный выбор материалв для деталей имеет большое значение как с точки зрения экономии материала, так и для предотвращения аварий и несчастных случаев при эксплуатации. На предприятиях пищевой промышленности наиболее распространены при ремонте оборудования черные (сталь, чугун) и цветные металлы, их сплавы и пластмассы. 10.2. Качество обработки поверхностей деталей На износ и долговечность работы трущмхся поверхностей оказывает большое влияние качество поверхности после механической обработки — чистота поверхности. Установлено три периода износа, которые показаны на кривой износа деталей (рис. 51): 1) начальный период приработки (участок кривой 1–2) характеризуется быстрым цвеличением зазора в подвижных соединенмях; 2) период установившегося износа (участок 2–3), после приработки рабочих поверхностей, в этот период, являющимся основным, наблюдается постепенное и медленное изнашивание; 3) период быстрого нарастания износа, вызываемый значительными мзменениями зазоров между трущимися поверхностямм и изменением геометрической формы деталей; с этого момента начинается усиленный и катастрофически нарастающий износ, который может привести к аварии. Для цвеличения срока службы деталей оборудование рекомендуется сократить до возможно меньших сроков период приработки, резко увеличить период установившегося износа и предотвратить период нарастающего износа. Сокращение периода приработки достигается путем точной и чистой обработки поверхностей трущихся деталей. Состояние чистоты поверхности измеряется специальными приборами — профилометрами и профилогра-фами. .
Правообладатели статей являются их правообладателями. |
|
